Ū░ čį ¤ß╠Ä└Ē╩ŪīóĮī┘▓─┴ŽĘ┼╚ļ╠žČ©Ą─Įķ┘|(zh©¼)ųą╝ė¤ßŻ¼▒Ż£ž║═└õģsŻ¼üĒ(l©ói)Ė─ūā▓─┴Ž▒Ē├µ╗“ā╚(n©©i)▓┐Ą─ĮŽÓĮM┐ŚĮY(ji©”)śŗ(g©░u)Ż¼üĒ(l©ói)Ą├ĄĮ╬ęéāąĶꬥ─▓─┘|(zh©¼)╠žąįĪŻ▀@╩Ūę╗ķT(m©”n)║▄╔ŅĄ─īW(xu©”)å¢(w©©n)Ż¼╔ŅŠ┐ŲüĒ(l©ói)ę╗▒Š║±║±Ą─Ģ°(sh©▒)Č╝īæ(xi©¦)▓╗╚½ĪŻ┬õ╦«╚²Ū¦Ż¼ų╗╚Īę╗Ų░ūį╝║ąĶꬥ─Ż¼│į═Ė┴╦╝┤┐╔ĪŻū„×ķÖC(j©®)ąĄ╣ż│╠ĤŻ¼╬ęéāų╗ąĶę¬ų°ųžĻP(gu©Īn)ūóę╗ą®įO(sh©©)ėŗ(j©¼)│Żė├▓─┴Ž¤ß╠Ä└Ēų¬ūR(sh©¬)Š═ē“┴╦ĪŻ ę╗Īó┐ņ╦┘┴╦ĮŌĖ„ĒŚ(xi©żng)¤ß╠Ä└Ē Ż©1Ż®═╦╗ ╣ż╦ćŻ║īóõō╝ė¤ßų┴▀m«ö(d©Īng)£žČ╚Ī¬Ī¬▒Ż£žĪ¬Ī¬Āt└õ ─┐Ą─Ż║ ĮĄĄ═ė▓Č╚Ż¼╠ßĖ▀╦▄ąįŻ¼×ķŪąŽ„╝ė╣żū÷£╩(zh©│n)éõ Ž¹│²ā╚(n©©i)æ¬(y©®ng)┴” ╝Ü(x©¼)╗»Š¦¾wŻ¼×ķ║¾└m(x©┤)¤ß╠Ä└Ēū÷£╩(zh©│n)éõ
Ż©2Ż®š²╗ ╣ż╦ćŻ║īó╣ż╝■╝ė¤ßų┴Ac3ęį╔Ž30-50Č╚Ī¬Ī¬▒Ż£žĪ¬Ī¬╚Ī│÷┐š└õ/ćŖ╦«/┤Ą’L(f©źng)└õģsĪŻ ─┐Ą─Ż║╩╣Š¦┴Ż╝Ü(x©¼)╗»║═╠╝╗»╬’Ęų▓╝Š∙ä“╗»ĪŻ╣”─▄║══╦╗ėą³c(di©Żn)ŅÉ(l©©i)╦ŲŻ¼Ą½▀Ć╩Ūėąģ^(q©▒)äeŻ¼║¾╬─Ģ■(hu©¼)Įo│÷ī”(du©¼)▒╚ĪŻ Ż©3Ż®┤Ń╗ ╣ż╦ćŻ║īóõō╝ė¤ßų┴┼RĮń³c(di©Żn)ęį╔ŽĪ¬Ī¬▒Ż£žę╗Č╬Ģr(sh©¬)ķgĪ¬Ī¬┐ņ╦┘└õģs ─┐Ą─Ż║╠ßĖ▀õōĄ─ÅŖ(qi©óng)Č╚Ż¼ė▓Č╚Ż¼─═─źąįŻ¼ĒgąįŻ¼ŲŻä┌ÅŖ(qi©óng)Č╚╔§ų┴ĶF┤┼ąįŻ¼─═Ė»╬gąį Ż©4Ż®╗ž╗ ╣ż╦ćŻ║╣ż╝■┤Ń╗║¾Ī¬Ī¬ųžą┬╝ė¤ßĪ¬Ī¬▒Ż£žĪ¬Ī¬┐š└õ/╦«└õ/ė═└õ ─┐Ą─Ż║ ŪÕ│²┤Ń╗«a(ch©Żn)╔·Ą─æ¬(y©®ng)┴” Ė─╔Ų┴Ń╝■ŠC║Žąį─▄Ż¼š{(di©żo)š¹╣ż╝■Ą─ÅŖ(qi©óng)Č╚Ż¼ė▓Č╚Ż¼╦▄ąį║═Ēgąį ĘĆ(w©¦n)Č©│▀┤ńŻ¼▒ŻūCŠ½Č╚
Ż©5Ż®š{(di©żo)┘|(zh©¼) ╣ż╦ćŻ║š{(di©żo)┘|(zh©¼)=┤Ń╗+Ė▀£ž╗ž╗ ─┐Ą─Ż║š{(di©żo)╣Ø(ji©”)▓─┴ŽĖ▀ÅŖ(qi©óng)Č╚║═Ė▀ĒgąįŻ¼½@Ą├ŠC║Žąį─▄║├Ą─┴Ń╝■ Ż©6Ż®▒Ē├µØB╠╝/ØBĄ¬/ŪĶ╗» ╣ż╦ćŻ║īó╣ż╝■╝ė¤ßĪ¬Ī¬į┌┴Ń╝■▒Ē├µØB╚ļŽÓæ¬(y©®ng)Ą─įŁūė ─┐Ą─Ż║½@Ą├▒Ē├µė▓Č╚Ė▀Ż¼ąŠ▓┐Ēgąį║├Ą─┴Ń╝■ ╚²š▀ģ^(q©▒)äeŻ║ 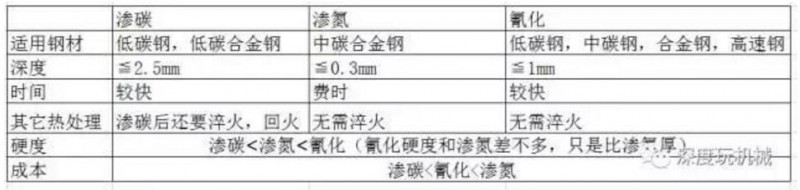
ŠC║ŽüĒ(l©ói)┐┤Ż║ØB╠╝║═ØBĄ¬╩ŪĖ„ėą╠ž╔½Ż¼ŪĶ╗»ŽÓ«ö(d©Īng)ė┌ŠC║Ž┴╦Č■š▀Ą─ā×(y©Łu)³c(di©Żn)Ż¼╚▒³c(di©Żn)╩ŪØBīė▌^▒ĪŻ¼ęū«a(ch©Żn)╔·║┌╔½ĮM┐ŚĪŻ Ż©7Ż®░l(f©Ī)║┌Ż©░l(f©Ī)╦{(l©ón)Ż® ╣ż╦ćŻ║╝ė¤ßĪ¬Ī¬ēAąį╦ÄśI(y©©)Į■┼▌Ī¬Ī¬ą╬│╔č§╗»─ż ─┐Ą─Ż║▒Ē├µĘ└Ė»╬gŻ¼Ę└õPŻ¼Ą½ą¦╣¹ę╗░ŃĪŻ Ż©8Ż®╣╠╚▄╠Ä└Ē ╣ż╦ćŻ║īó▓─┴Ž╝ė¤ßĪ¬Ī¬▒Ż£žĪ¬Ī¬▀^(gu©░)╩ŻŽÓ│õĘų╚▄ĮŌĪ¬Ī¬┐ņ╦┘└õģs ┤╦╣ż╦ćėą³c(di©Żn)Ž±┤Ń╗Ż¼Ą½╩Ū╝ė¤ßĄ─£žČ╚▓╗ę╗śėŻ¼Ą├ĄĮĄ─ą¦╣¹▓╗ę╗śėĪŻ ═©╦ūųvĘ©Ż║▒∙╠Ū+├ū+╦«Ż¼▓╗š¶ų¾Ż¼├ū║═▒∙╠Ū▓╗╚▄Ż¼š¶ų¾║¾Ą├ĄĮ╠ųÓ ─┐Ą─Ż║Ė─╔Ųõō║═║ŽĮõōĄ─╦▄ąįŻ¼Ēgąį Ż©9Ż®Ģr(sh©¬)ą¦╠Ä└Ē 1.╚╦╣żĢr(sh©¬)ą¦ ╣ż╦ćŻ║Ą═£ž╗ž╗║¾Ż¼Š½╝ė╣żŪ░Ī¬Ī¬╝ė¤ß▓─┴Žų┴100-150Č╚Ī¬Ī¬▒Ż£ž5-20ąĪĢr(sh©¬)ĪŻ ─┐Ą─Ż║ĘĆ(w©¦n)Č©Š½├▄ųŲ╝■Ą─│▀┤ńŻ¼Ž¹│²ÜłėÓæ¬(y©®ng)┴” 2.ūį╚╗Ģr(sh©¬)ą¦ ╣ż╦ćŻ║╣ż╝■į┌╩ę£žŚl╝■ķL(zh©Żng)Ģr(sh©¬)ķgĘ┼ų├ ─┐Ą─Ż║ßīĘ┼ÜłėÓæ¬(y©®ng)┴”Ż¼Ė─╔ŲÖC(j©®)ąĄąį─▄Ż¼ĘĆ(w©¦n)Č©│▀┤ń Č■Īó┼¬ŪÕ═╦╗Ż¼š²╗║═╗ž╗ ╦─░č╗ųąŻ¼┤Ń╗ø](m©”i)Ą─šf(shu©Ł)Ż¼╣”─▄¬Ü(d©▓)ę╗¤o(w©▓)Č■Ż¼ūŅ╚▌ęū└ĒĮŌŻ¼Ą½┴Ē═Ō╚²░č╗┐┤ŲüĒ(l©ói)Č╝▓Ņäe▓╗┤¾Ż¼Č╝╩ŪĖ─╔Ų▓─┘|(zh©¼)ąį─▄Ą─ū„ė├Ż¼║▄╚▌ęūĖŃ╗ņŻ¼║å(ji©Żn)å╬ģ^(q©▒)Ęų╚ńŽ┬Ż║ ═╦╗Ż¼š²╗ę╗░Ń░l(f©Ī)╔·į┌ŪąŽ„║═┤Ń╗Ū░Ż¼Ą½╩Ūī”(du©¼)ė┌ąį─▄ę¬Ū¾▓╗Ė▀Ą─╣ż╝■ę▓┐╔┤·╠µ╗ž╗Ż¼ū„×ķūŅĮK¤ß╠Ä└ĒĪŻ ═╦╗Ż¼š²╗į┌═¼śė─▄▀_(d©ó)ĄĮę¬Ū¾Ą─Ģr(sh©¬)║“ā×(y©Łu)Ž╚▀xō±š²╗Ż¼ę“?y©żn)ķš²╗│╔▒ŠĄ═ģsą¦┬╩Ė▀ĪŻ | Ūķør | ŅA(y©┤)╠Ä└Ē | įŁę“ | | Ą═ųą╠╝õōŻ©║¼╠╝┴┐<> | š²╗ | Č■š▀Č╝─▄▀_(d©ó)ĄĮę¬Ū¾Ż¼▀xš²╗ | | Ė▀╠╝õōŻ¼║ŽĮõō | ═╦╗ | ╚¶┤╦╠Äė├š²╗Ż¼ė▓Č╚╠½Ė▀Ż¼▓╗└¹ė┌ŪąŽ„ | | ą╬ĀŅÅ═(f©┤)ļsŻ¼│▀┤ń┤¾ | ═╦╗ | ═╦╗£ž╚߯¼▓╗ęūūāą╬Ż¼ķ_(k©Īi)┴č | | ę╗░Ń╣ż╝■ | š²╗ | ▀@ę╗ĒŚ(xi©żng)╩Ū┼cĄ┌╚²ĒŚ(xi©żng)ī”(du©¼)▒╚ą╬│╔Ą─ |
┤Ń╗║¾Ą─╝ė╣ż╝■╩Ū▓╗─▄ų▒Įė╩╣ė├Ą─Ż¼┤Óąį╠½┤¾Ż¼ęūöÓŻ¼╦∙ęįę╗░ŃČ╝Ģ■(hu©¼)▀M(j©¼n)ąą╗ž╗Ż¼╗“š▀╚ńĄ┌ę╗³c(di©Żn)šf(shu©Ł)Ą─š²╗╗“═╦╗
╚²Īó╚ń║╬▀xō±¤ß╠Ä└Ēė▓Č╚ 1. Ė∙ō■(j©┤)▌d║╔ĘNŅÉ(l©©i)┐╝æ] 
2.Ė∙ō■(j©┤)╦┘Č╚║═Š½Č╚┐╝æ]
| Ė▀╦┘╗“Ė▀Š½Č╚ | ę╗░Ńę¬Ū¾ė▓Č╚50Ī½62HRCŻ¼Ą½╚ń╣¹▌SÅĮ╠½┤¾Ż¼ļm╚╗▐D(zhu©Żn)╦┘║▄Ė▀(3000r/min)Ż¼▀@éĆ(g©©)▓╗┐╔─▄┤ŃĄĮ║▄Ė▀Ą─ė▓Č╚(ę╗░Ńų╗─▄▀_(d©ó)220HBū¾ėę)Ż¼▒Ń▓╗─▄ę╗┬╔ę¬Ū¾Ė▀╦┘Č╚Ė▀ė▓Č╚Ż¼Č°ę¬═©▀^(gu©░)ĮĄĄ═┼õ║Ž╝■Ą─ė▓Č╚║═Ųõ╦¹┤ļ╩®üĒ(l©ói)╠Ä└Ē | | ųą╦┘ | ę╗░Ń▓╔ė├ųąė▓Č╚40Ī½45HRC | | Ą═╦┘ | ę╗░Ń▓╔ė├Ą═ė▓Č╚Ż¼š²╗╗“š{(di©żo)┘|(zh©¼)ė▓Č╚220Ī½260HB |
3.╚¶éz┴Ń╝■─”▓┴Ż¼Č■š▀ė▓Č╚æ¬(y©®ng)įōėą▓ŅŻ¼ę╗ė▓ę╗▄øŻ¼Ė³─═─ź | ┼e└²ę╗Ż║é„äė(d©░ng)²X▌å | ąĪ²X▌å²X├µė▓Č╚ę╗░Ń▒╚┤¾²X▌å²X├µė▓Č╚Ė▀25Ī½40HB | | ┼e└²Č■Ż║┬▌─Ė┼c┬▌╦© | ┬▌─Ė▓─┴Ž▒╚┬▌╦©Ą═ę╗╝ē(j©¬)Ż¼ė▓Č╚Ą═20Ī½40HB(┐╔ęį▒▄├Ōę¦╦└║═£p╔┘─źōp) |
╦─Īó│Żė├▓─┘|(zh©¼)¤ß╠Ä└Ēæ¬(y©®ng)ė├ 

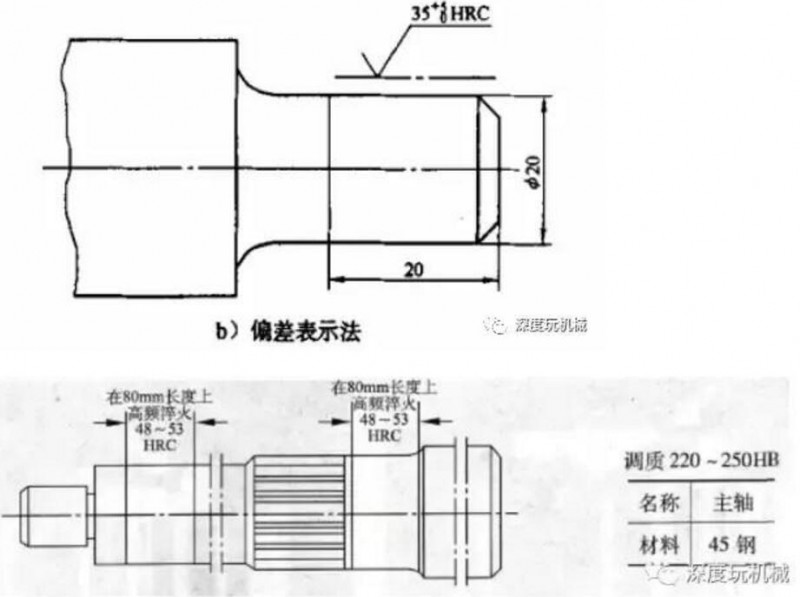
╬ÕĪó¤ß╠Ä└Ēś╦(bi©Īo)ūóĘĮ╩Įģó┐╝ 1.ę¬Ū¾ė▓Č╚Öz£y(c©©)Ą─ś╦(bi©Īo)Ę© ō¶┤“ķ_(k©Īi)įŁłD")
2.Šų▓┐¤ß╠Ä└Ēś╦(bi©Īo)ūó

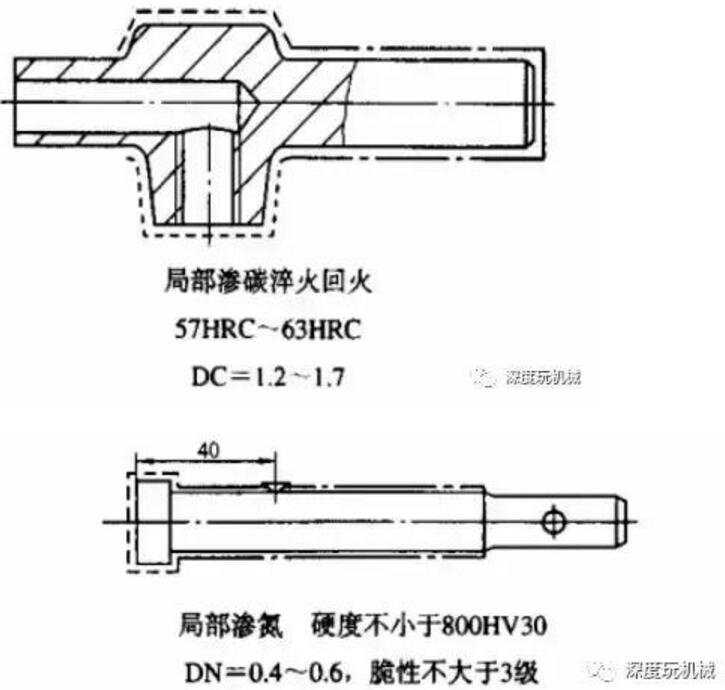
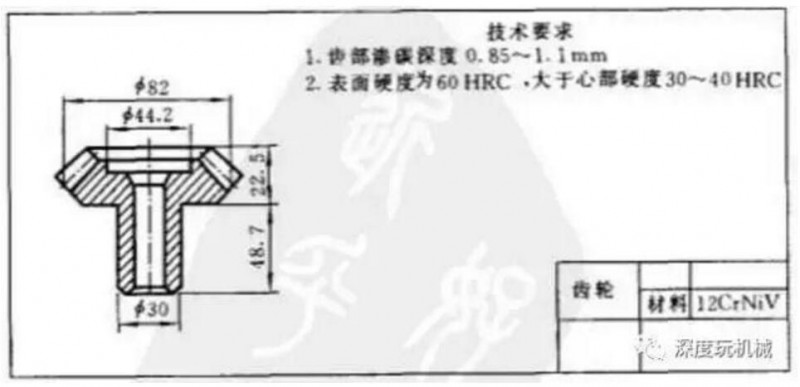
3.▒Ē├µ╠Ä└ĒĄ─ś╦(bi©Īo)Ę©

4.ØB╠╝/ØBĄ¬/ŪĶ╗»
5.╝╝ąg(sh©┤)ę¬Ū¾īæ(xi©¦)Ę©ģó┐╝

6.š¹ÅłłD╝łģó┐╝
╔ŽłDézĘ▌łD╝łüĒ(l©ói)į┤ŠW(w©Żng)Įj(lu©░)Ż¼ų„ę¬ė├üĒ(l©ói)ģó┐╝¤ß╠Ä└ĒĄ─ś╦(bi©Īo)ūóŻ¼ŲõīŹ(sh©¬)▓ó▓╗═Ļš¹Ż¼šł(q©½ng)╬ėŗ(j©¼)▌^ĪŻ | 




